1. Resumen del proyecto. El Parque Industrial de Autopartes de Jinhua es uno de los principales proyectos industriales de la provincia de Zhejiang. Se ubica en el distrito de Jinyi, ciudad de Jinhua, con una superficie de 705,57 acres y una superficie construida de aproximadamente 880.000 m². El proyecto incluye principalmente una planta combinada, un taller de pintura, un taller de ensamblaje final, un taller de baterías, un centro de producción de pruebas y calidad, un centro de despacho de vehículos, un centro de energía, una planta de tratamiento de aguas residuales e instalaciones de almacenamiento de petróleo, productos químicos y residuos peligrosos, todos con techos metálicos y una superficie de hasta 200.000 m².
El diseño de la estructura de la cubierta de este proyecto, de abajo a arriba, consta de: 1) correas de acero laminado de pared delgada, conformadas en frío y galvanizadas por inmersión en caliente; 2) lana de vidrio centrífuga de 75 mm de espesor, con una densidad de 16 kg/m³ y una conductividad térmica ≤0,039 W/(m·K); 3) una capa de membrana impermeable y transpirable de polipropileno tipo II con un espesor mínimo de 0,49 mm; 4) un panel de cubierta de acero de aluminio-zinc-magnesio de 0,6 mm de espesor (espesor del sustrato) con junta alzada de 360°, por inmersión en caliente; 5) un material impermeable de polímero sintético de 1,8 mm de espesor. Véase la Figura 1.
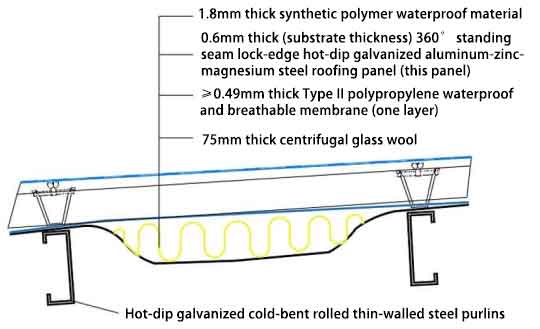
Figura 1. Diseño jerárquico de la estructura del techo metálico.
2. Diseño de impermeabilización de techos y selección de materiales.
2.1 Selección de materiales impermeabilizantes La selección de materiales impermeabilizantes para techos de metal no solo debe considerar su cumplimiento con los estándares nacionales actuales, la calidad de impermeabilización y el efecto de impermeabilización, sino también las condiciones del sustrato de metal, de modo que el rendimiento de unión y el rendimiento de construcción del material impermeabilizante flexible puedan combinarse perfectamente con el panel del techo de metal.
Los paneles de techo utilizados en este proyecto son de acero al aluminio, zinc y magnesio, galvanizados por inmersión en caliente. El tipo de panel es 470, con un ancho desplegado de 600 mm. Tras ser prensados con una prensa especial para tejas, el ancho efectivo es de 470 mm. El momento de inercia de la sección es de 14,31 mm y el módulo de sección es de 6,02 mm, como se muestra en la Figura 2.
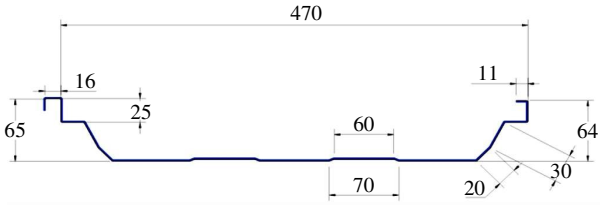
Figura 2. Construcción de paneles de techo de acero de aluminio, zinc y magnesio de 470 mm de espesor por inmersión en caliente.
El panel tipo 470 se diferencia del panel tipo 840 en que presenta riesgo de fugas debido a la penetración de tornillos autorroscantes. Sus características son:
1) La superficie del panel no requiere la penetración de tornillos para su fijación. El techo utiliza un diseño de junta alzada, lo que permite que los paneles se unan firmemente, formando un sistema de techo integrado que previene eficazmente la filtración de agua. Sin embargo, para algunas conexiones estructurales detalladas, como la cumbrera, las claraboyas y los canalones, no se puede formar una conexión sellada entre las placas de acero; por lo tanto, el drenaje inclinado sigue siendo el método principal.
2) El diseño de junta alzada demuestra plenamente su superioridad funcional, solucionando eficazmente el problema de la tensión térmica causada por las grandes diferencias de temperatura en el techo. Su sólida función de compensación de la expansión y contracción térmica evita deformaciones significativas causadas por grandes diferencias de temperatura.
3) Se instalan almohadillas de aislamiento térmico en los soportes para evitar los puentes térmicos en el interior del techo, mejorando el aislamiento térmico y los efectos de ahorro de energía.
Después de comunicarse con el diseño del proyecto, el cliente, el contratista general y otras partes, y comparar el rendimiento de varios materiales impermeables de polímero y los efectos reales del muestreo en el sitio, finalmente se seleccionó una membrana impermeable de PVC con respaldo de fibra de 1,8 mm de espesor (tipo L) como material impermeable flexible, y el proceso de construcción adoptó el método de adhesión total.
2.2 Introducción a los materiales principales
2.2.1 Membrana impermeable de PVC con respaldo de fibra (tipo L)
La membrana impermeable de PVC es una membrana polimérica impermeable, fabricada principalmente con resina de cloruro de polivinilo, con la adición de diversos aditivos químicos y procesada mediante procesos complejos como la mezcla, el moldeo por extrusión y la vulcanización. Desde su creación en 1963, la membrana impermeable de PVC se ha utilizado en proyectos de todo el mundo en diversas condiciones climáticas y de luz solar, con más de 55 años de vida útil comprobada.
En la norma "Membrana impermeable de cloruro de polivinilo (PVC)" (GB 12952—2011), las membranas impermeables de PVC se clasifican en cinco categorías según su composición: homogéneas (H), con respaldo de fibra (L), reforzadas con tejido (P), reforzadas con fibra de vidrio (G) y reforzadas con fibra de vidrio con respaldo de fibra (GL). La categoría L se refiere a la membrana impermeable de PVC con respaldo de fibra, donde el tejido se lamina en la parte inferior de la membrana y, durante la construcción, se adhiere firmemente al sustrato del techo mediante un adhesivo especial.
Este proyecto utiliza una membrana impermeable de PVC con respaldo de fibra de 1,8 mm de espesor (tipo expuesto), que ofrece alta resistencia a la tracción, alta elongación, baja contracción y larga vida útil. Además, posee una excelente reflectividad solar, lo que reduce eficazmente el aumento de la temperatura del techo. Además, el índice de envejecimiento acelerado por clima artificial supera las 6000 horas, muy por encima de las 2500 horas especificadas en la norma GB 12952—2011, lo que ofrece una mayor garantía para el uso expuesto a largo plazo del material.
2.2.2 Adhesivos específicos para PVC
Los adhesivos específicos para PVC son adhesivos suaves y especializados, formulados con caucho natural, resina y disolventes como materias primas principales, e incorporan diversos polímeros especiales como sistema de refuerzo. Se caracterizan por su secado rápido, alta resistencia adhesiva, alto contenido de sólidos, resistencia al agua, resistencia a la corrosión y curado a temperatura ambiente. Este adhesivo se utiliza profesionalmente para unir membranas impermeables de PVC con soporte a superficies de hormigón, acero y otros materiales. Presenta una viscosidad moderada, un tiempo de trabajo prolongado y una alta resistencia adhesiva, y se utiliza ampliamente en la industria de la impermeabilización. La norma aplicable es "Adhesivos para membranas impermeables de polímeros" (JC/T 863—2011).
2.3 Otros materiales
Otros materiales incluyen materiales auxiliares, principalmente: tiras de presión en forma de U, tiras de sellado de bordes, sellador de silicona, etc.
3. Proceso de Construcción
3.1 Flujo de Construcción: Limpieza del sustrato de la cubierta metálica → Marcado y posicionamiento → Preinstalación de la membrana → Aplicación del adhesivo → Aplicación de la membrana impermeabilizante de PVC en grandes superficies → Soldadura con aire caliente (tratamiento de solape) → Tratamiento de detalles y juntas → Inspección y aceptación.
3.2 Limpieza del sustrato del techo de metal: Limpie el sustrato con un paño húmedo o un trapeador, eliminando el polvo suelto del sustrato de la placa de acero para garantizar un sustrato limpio y ordenado antes de la aplicación de la membrana.
3.3 Marcado y posicionamiento: En función del ancho de la membrana, las dimensiones del techo en el sitio y la altura de las paredes circundantes, trace y marque las líneas de posicionamiento para evitar problemas como inclinación, superposición insuficiente o superposición excesiva durante la aplicación de la membrana.
3.4 Preinstalación de la membrana para techos: Tras desenrollar toda la membrana, preinstale la membrana sistemáticamente siguiendo las líneas marcadas. El material en rollo debe ser plano, recto y suelto, sin doblarse. Esto evita arrugas durante la soldadura posterior y la contracción del material pegado debido a la tensión interna, facilitando así su posterior aplicación.
3.5 Aplicación del adhesivo para rollos de PVC
1) Al aplicar el adhesivo, asegúrese de que tanto el sustrato como la cara con respaldo de fibra del rollo estén bien cubiertos. Si el sustrato está aceitoso, puede limpiarse con acetona.
2) Primero, rebobine el rollo. Al aplicar el adhesivo, asegúrese de no dejar ninguna zona sin cubrir. La cantidad teórica de adhesivo utilizada es de 0,4 a 0,5 kg/m². Debido a pérdidas de mano de obra y otras razones, la cantidad promedio de adhesivo utilizada en este proyecto es de 0,55 kg/m².
3) Después de colocar y alinear, doble el rollo por la línea central hacia un lado. Utilice una rasqueta o un rodillo adhesivo para aplicar el adhesivo al rollo y al sustrato. El tiempo de secado después de aplicar el adhesivo depende en gran medida de las condiciones climáticas, la capa de soporte y la cantidad de adhesivo utilizada [3]. En circunstancias normales, el sustrato y el rollo deben cubrirse uniformemente con adhesivo y dejarse secar de 10 a 20 minutos. Una vez que el adhesivo ya no esté pegajoso al tacto, presione y pegue el material del rollo.
3.6 Colocación de la membrana para techos
1) Una vez seco el adhesivo, coloque la membrana sobre el sustrato y compacte con un rodillo manual. Repita los pasos anteriores con el resto de la membrana.
2) Para membranas de cobertura total, colóquelas a lo largo del lado largo de la lámina metálica, comenzando desde la parte inferior hacia la superior. Superponga los lados largos de la membrana con un solape de 80 mm, preferiblemente en la dirección del flujo de agua. Una los lados cortos a tope, cubriendo la junta con una tira de 150 mm de ancho de membrana homogénea (tipo H). Los solapes entre láminas de membrana adyacentes deben estar escalonados al menos 500 mm.
3.7 Soldadura por aire caliente (Tratamiento de superposición)
Los métodos de soldadura se dividen en dos tipos: 1) Soldadura automática, generalmente utilizada para soldar áreas extensas y zonas de fácil acceso para máquinas de soldadura automáticas; 2) Soldadura manual, generalmente utilizada para soldar nodos detallados y zonas complejas de difícil acceso para las máquinas de soldadura manuales, y sirve como método auxiliar de soldadura.
3.7.1 Procedimientos de operación
1) Procedimiento de operación de soldadura automática: Ajuste el ancho de superposición del material de la bobina → Ajuste los parámetros de la máquina de soldar → Precaliente la máquina de soldar → Limpie el borde de superposición → Suelde → Inspeccione la soldadura.
2) Procedimiento de operación de soldadura manual: Determine la posición de soldadura → Ajuste los parámetros de la antorcha de soldadura portátil → Precaliente la máquina de soldar → Limpie el borde superpuesto → Soldadura por puntos → Presoldadura → Soldadura real → Inspeccione la soldadura.
3.7.2 Precauciones
1) Soldadura de prueba: Se requiere una soldadura de prueba antes de la soldadura real. Para la soldadura automática, ajuste los parámetros de la máquina de soldar según la situación real, realice una soldadura de prueba, observe el efecto de pelado hasta que cumpla con los requisitos y registre los valores. Para las antorchas de soldadura portátiles, ajuste los parámetros o ajustes de la antorcha de soldadura y realice una soldadura de prueba. Después de la soldadura de prueba, se debe sellar y conservar una muestra.
2) Soldadura de gran superficie: Antes de soldar, limpie el borde de solapamiento con un agente de limpieza especial para garantizar una soldadura más fiable. El lado largo se suelda con una soldadora de ascenso, con un ancho de solapamiento de 80 mm; el lado corto se suelda con una pistola de soldadura portátil y se trata con una lámina de PVC homogénea de clase (H), con un ancho de 150 mm.
3.8 Detalles y Tratamiento de Juntas
3.8.1 Tratamiento de Detalles
Los solapes en forma de T deben utilizar una capa de refuerzo y un tratamiento de biselado. La capa de refuerzo debe ser una membrana impermeable de polímero homogénea del mismo material. El diámetro de la capa de refuerzo circular no debe ser inferior a 150 mm; las esquinas de la capa de refuerzo rectangular deben ser lisas y redondeadas. El tratamiento de biselado se debe realizar utilizando una rasqueta para cortar el extremo frontal de la soldadura del borde de la membrana en un bisel, y el área de biselado debe ser mayor que el área de soldadura.
3.8.2 Tratamiento de Juntas
1) Tratamiento de Cumbrera: Corte la cantidad adecuada de membrana según el ancho de la placa de cubierta de la cumbrera, aplique una adhesión completa y luego corte en la cresta de la placa metálica. Finalmente, refuerce la unión de la placa metálica con la placa de cubierta cortando una membrana ovalada según las dimensiones de la obra. La Figura 3 muestra el método de impermeabilización reforzada para la cumbrera y su efecto en obra.
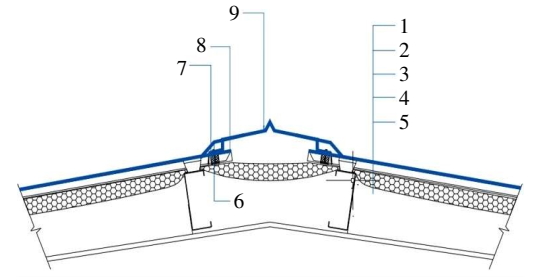
1—Membrana impermeable de PVC de 1,8 de espesor con respaldo de fibra (Tipo L); 2—Panel para techo de acero de aluminio, zinc y magnesio con borde de unión alzado de 360° de 0,6 de espesor (espesor del sustrato) (este panel); 3—Membrana impermeable y transpirable de polipropileno Tipo II de ≥0,49 de espesor; 4—Lana de vidrio centrífuga de 75 de espesor; 5—Correa de acero laminado en frío de pared delgada, galvanizada en caliente; 6—Parche ovalado; 7—Tapa de extremo externa de metal; 8—Pliegue ondulado; 9—Placa de cubierta de cumbrera (superposición de 20 mm de ancho con 2 capas de caucho de butilo de 5 mm de espesor).

Figura 3. Método de impermeabilización reforzada de la cumbrera y su efecto en obra.
2) Tratamiento del parapeto: La membrana del parapeto debe levantarse al menos 250 mm y el extremo debe fijarse con una tira de sellado y sellarse con sellador. La unión de las superficies verticales y horizontales debe fijarse con una tira en forma de U y cubrirse con una tira de recubrimiento homogénea (Clase H) de 150 mm de ancho, soldándose firmemente. El método de refuerzo de impermeabilización y el efecto en obra en el parapeto se muestran en la Figura 4.
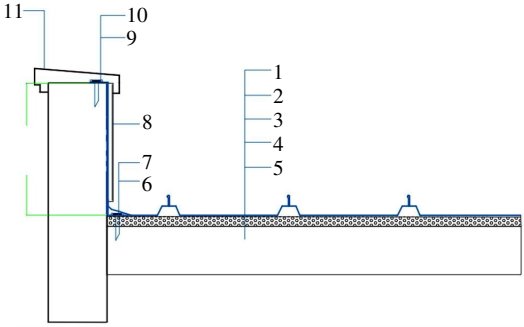
1—Membrana impermeable de PVC de 1,8 de espesor con respaldo de fibra (Clase L); 2—Panel de techado de acero de aluminio, zinc y magnesio por inmersión en caliente con borde de unión alzado de 360° de 0,6 de espesor (espesor del sustrato) (panel principal); 3—Membrana impermeable y transpirable de polipropileno Tipo II de ≥0,49 de espesor; 4—Lana de vidrio centrífuga de 75 de espesor; 5—Correas de acero de pared delgada laminadas, dobladas en frío y galvanizadas por inmersión en caliente; 6—Tira de presión en forma de U; 7—Tira de cobertura homogénea Clase H; 8—Panel de pared; 9—Tira de sellado de bordes; 10—Sellador de silicona resistente a la intemperie; 11—Tapa.

Figura 4. Método de refuerzo de la impermeabilización y efecto in situ en el muro de parapeto.
3) Tratamiento de claraboyas planas: Al colocar la membrana, extiéndala hasta el perímetro de la claraboya y fíjela completamente. Deje una distancia mínima de 30 mm (la distancia de la curva ascendente del borde de la claraboya) en el lado paralelo a la coronación del panel y fíjela con una tira. Selle el lado perpendicular a la coronación del panel con sellador de silicona resistente a la intemperie. El método de impermeabilización y el efecto en obra de la claraboya plana se muestran en la Figura 5.
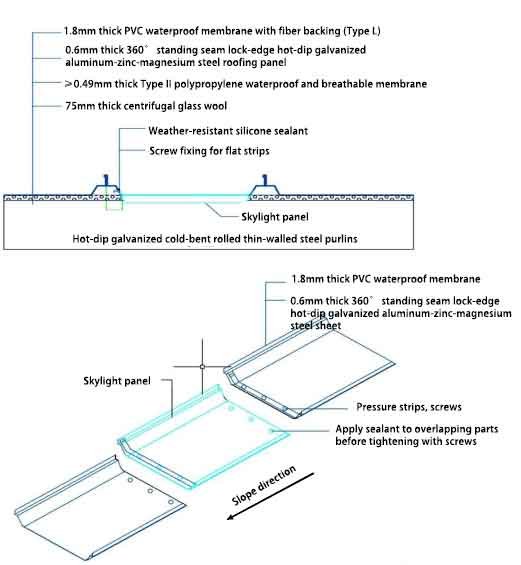

Figura 5. Método de impermeabilización y efecto en obra para lucernarios planos
4) Tratamiento de canaletas: El proyecto utiliza canaletas de acero inoxidable, fuertes, duraderas y resistentes a la oxidación y la corrosión, que proporcionan un excelente drenaje. Además, las canaletas de acero inoxidable están soldadas en los solapes, lo que requiere una capa de sellador estructural de silicona como refuerzo. El sellador estructural de silicona ofrece excelente resistencia a la intemperie y adherencia, resistiendo la erosión pluvial.
3.9 Inspección y aceptación
1) Verificar que la membrana esté colocada de forma plana y recta, sin arrugas ni dobleces.
2) Utilice una máquina o un gancho para inspeccionar los solapes, asegurándose de que cada soldadura esté correctamente sellada y libre de defectos o fugas. Cualquier defecto o fuga debe repararse de inmediato.
3) Proteja la superficie de trabajo terminada contra daños.
3.10 Resumen de la experiencia en construcción
1) Es fundamental que haya una buena compatibilidad entre los diferentes materiales en contacto; por ejemplo, los adhesivos y las membranas impermeables deben ser compatibles. Es recomendable elegir el adhesivo adecuado del fabricante para evitar problemas de incompatibilidad entre el adhesivo y la membrana impermeable. Si se utilizan otros adhesivos, se recomienda realizar una pequeña prueba de adhesión antes de su uso para evitar problemas como una mala adhesión o incompatibilidad posterior.
2) Durante la construcción, se debe prestar atención a la cantidad, el grosor y la uniformidad del adhesivo, ya que estos factores afectarán el efecto de adhesión final. Una aplicación desigual, excesiva o insuficiente del adhesivo afectará el efecto de adhesión final. La cantidad debe basarse en las instrucciones de construcción del fabricante del adhesivo, con las desviaciones correspondientes según el estado del sustrato y la pérdida de mano de obra.
3) Se debe seleccionar un equipo profesional de construcción de membranas de polímero. Tras la finalización, se debe inspeccionar la calidad de la soldadura y, en caso de detectarse soldaduras falsas o fugas, se deben tomar medidas correctivas oportunas.
4) Debido al uso de diferentes materiales para las conexiones, como la conexión entre el parapeto y el canalón de chapa de acero, la claraboya y otras partes salientes del techo, los cambios de tensión de los diferentes materiales no están sincronizados, lo que puede provocar el aflojamiento de las juntas y la entrada directa de agua de lluvia al interior del edificio [4]. Por lo tanto, los detalles como canalones, claraboyas, parapetos y equipos montados en el techo deben estar sujetos a planos de construcción especializados, elaborados según las especificaciones de diseño. Estos planos deben incluir los pasos de construcción específicos y diagramas esquemáticos de los detalles. Se debe seleccionar personal de construcción profesional para completar la construcción y realizar el mantenimiento.
4. Conclusión
Este proyecto consiste en la adhesión completa de una membrana impermeabilizante de PVC con respaldo de fibra de 1,8 mm de espesor (Clase L) a una losa de cubierta de acero de aluminio, zinc y magnesio galvanizado por inmersión en caliente de 470 mm. El nivel de impermeabilización es de Clase I, cumpliendo con los requisitos de la "Especificación General para la Impermeabilización de la Edificación e Ingeniería Municipal" (GB 55030—2022). Mediante pruebas y selección de materiales, y la evaluación de materiales de soporte, como adhesivos específicos para PVC, este proyecto superó desafíos como la dificultad de construir la capa impermeabilizante en la junta del panel exterior de 470 mm y la unión entre este y la membrana impermeabilizante de PVC, creando un sistema de cubierta que combina a la perfección impermeabilización rígida y flexible.
